


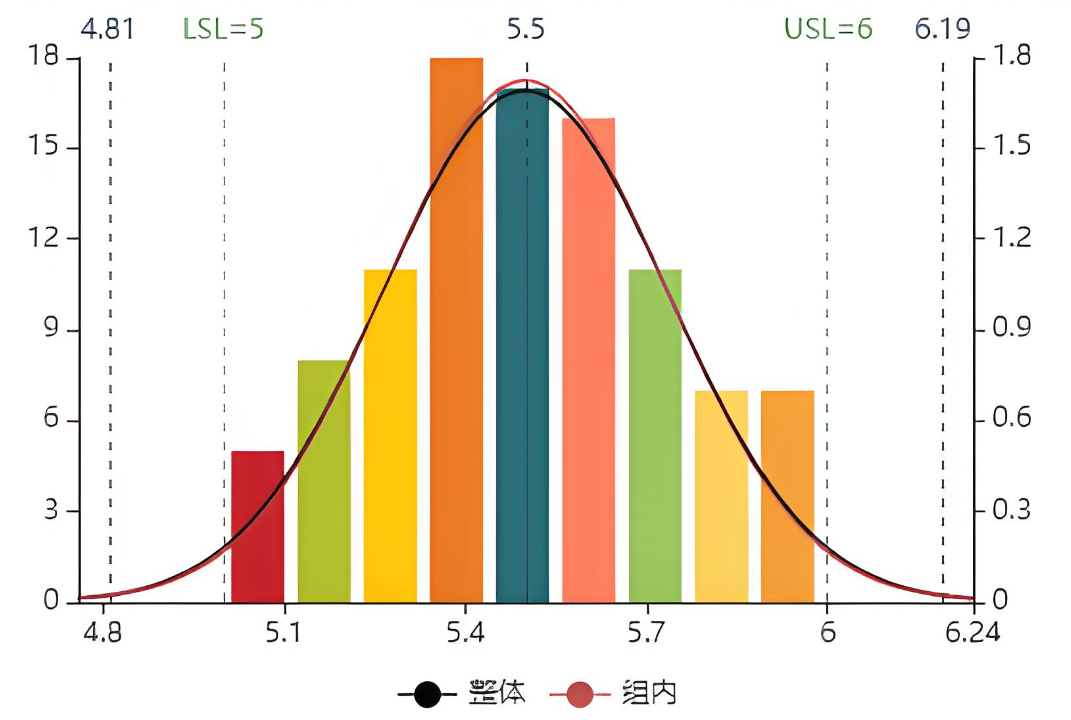
cpk值是过程能力指数,即是指过程能力满足产品质量标准要求(规格范围等)的程度。也称工序能力指数,计算公式为CPK= Min[ (USL- Mu)/3σ,(Mu – LSL)/3σ]。CPK值是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程
准备工作
松下CM602-L贴片机示教治工具的准备
 R0201 电阻 240X21 5mm 玻璃基板 照明灯具
R0201 电阻 240X21 5mm 玻璃基板 照明灯具
程式盘用于读取程式 KEY盘用于修改数据 吸嘴225s 110s
CPK示教前各轴Calibration

依次完成机器参数示教
X Y轴原点偏移量
↓
Z轴原点偏移量
↓
Q轴原点偏移量
↓
基板定位实装高度
↓
吸着位置
在做 CM602 参数示教之前要确认各头真空值在- – 87Kpa
CPK 各机台程式选择

| a0 | H8 | H8 |
| a1 | H12 | H8 |
| a2 | H12 | H12 |
| b0 | H3 | H3 |
| c0 | H8 | H3 |
| c1 | H12 | H3 |
| d0 | H8 | H3+Direct tray |
| d1 | H12 | H3+Direct tray |
| e0 | H3 | H3+Direct tray |
| f0 | H3+Direct tray | H3+Direct tray |
| g0 | H3 | H3+Direct tray |
本CPK以 H1 2 head 0201元件做测试
TdEJM4A–a2–DIR0——————->CPK程序说明!
TdEJM4A = 机器型号 a2 = H12 + H12 head(贴装头) DIR0 = 反射识别0度贴装
CPK测试过程
- 照明灯具: 应放置平稳, 与support平台上升无干涉;
- 实装位置示教: 通常所说的“慢打” , 对贴装点进行自动补偿,修正相机所照的位置与贴装点位置一致
 精度验证: 通常所说的”快打“, 此步骤不会修正任何参数 , 是对慢打自动修正后或手动修正后的机器置件精度的反映一般先执行慢打 , 机器自动补偿, 然后再执行快打 , 精度的验证, 通过快打就可以查看精度验证的结果。 CPK精度验证数据 CPK值: X 0.934 Y:0.999
精度验证: 通常所说的”快打“, 此步骤不会修正任何参数 , 是对慢打自动修正后或手动修正后的机器置件精度的反映一般先执行慢打 , 机器自动补偿, 然后再执行快打 , 精度的验证, 通过快打就可以查看精度验证的结果。 CPK精度验证数据 CPK值: X 0.934 Y:0.999

 精度验证: 通常所说的”快打“, 此步骤不会修正任何参数 , 是对慢打自动修正后或手动修正后的机器置件精度的反映一般先执行慢打 , 机器自动补偿, 然后再执行快打 , 精度的验证, 通过快打就可以查看精度验证的结果。 CPK精度验证数据 CPK值: X 0.934 Y:0.999
精度验证: 通常所说的”快打“, 此步骤不会修正任何参数 , 是对慢打自动修正后或手动修正后的机器置件精度的反映一般先执行慢打 , 机器自动补偿, 然后再执行快打 , 精度的验证, 通过快打就可以查看精度验证的结果。 CPK精度验证数据 CPK值: X 0.934 Y:0.999
整体补偿的计算方法
H1 2/H08/H03 Ave: AF/BF (X+, Y-)
AR/BR (X-, Y+ ) DT401 整体补偿与CM602整体补偿相反X、Y的AVE值加上实装位置X、Y的偏移量值即为新的offset值
例1:
精度验证后的Ave值X:0.002 Y:-0.004;实装位置offset值X:0.022 Y:0.01 5
按照公式重新计算后的offset值为 X=+0.002+0.022=0.024;Y=-(-0.004)+0.01 5=0.01 9
把计算出来的新offset值X=0.024; Y=0.01 9输入到实装位置偏移, 进行再次的精度验证。
实装位置偏移量, 0201 识别方式为反射

整体补偿后再次通过快打查看CPK精度验证数据CPK值: X 1 .025 Y:1 .247查看图示左侧各置件头X方向偏移量超出0.025共计 20个点,Y方向偏移量超出0.025共计7个,计测值可查看明细; 需进行单个头补偿:
单个头补偿的计算方法
H1 2/H8: AF/BF (角度-90度, X-,Y+ )
AR/BR (角度+90度, X+,Y- )
H3:AF/BF (角度不变, X-, Y+)
Y AR/BR(角度不变, X+ Y-)

每个角度都是两次置件, 所以取两组数据的平均值, 计算方法是以平均值加上所对应的各吸头位置
的X, Y值作为新的offset值, 示例:BF 3# -90 X取平均值(0.066+0.066 /2=0.066 5# -90 Y取平均值(-0.028+(-0.022) ) /2=-0.025

单个吸头偏移量, 0201 识别方式为反射;依照单个头补偿公式: H1 2/H8: AF/BF (角度-90度, X-,Y+ ) 3# -90 X取平均值X:0.066; 角度为-90度-90度=180度, 吸头位置offset值X:-0.067按照公式重新计算后的offset值为 3# 180度 X =-0.066+(-0.067) =-0.1 33 把计算出来的新offset值X=-0.133; 输入到单个吸头位置偏移, 保存;

单个吸头偏移量,0201 识别方式为反射;依照单个头补偿公式: H1 2/H8: AF/BF (角度-90度, X-,Y+ ) 5# -90 Y取平均值Y:-0.025; 角度为-90度-90度=1 80度, 吸头位置offset值Y:0.000按照公式重新计算后的offset值为 5# 1 80度 Y=+(-0.025)+0.000=-0.025把计算出来的新offset值Y=-0.025; 输入到单个吸头位置偏移, 进行再次的精度验证

单个吸头补偿后再次通过快打查看CPK精度验证数据CPK值: X 1 . 357 Y:1 .401
CPK评级标准

CPK值回存路径

CM602-L 打CPK流程如上;
结语:
希望以上CM602-L CPK过程对你有用,如果对你有帮助请帮忙动手转发出去,这就是对小编最大的支持。也欢迎SMT业界朋友投稿致本平台帮助正在学习的朋友,及工程师做参考。


















暂无评论内容