

松下贴片机在高速生产中,有时候因传感器失灵或者人为插拔Feeder等原因损坏贴片机Z轴杆,甚至撞坏整个贴片机贴片头。下面就是关于一篇更换松下NPM贴片机shaft技术文章。
案例1:2016年XXXXX光电有限公司,制造1部SMT车间小明是新来员工;由于未及时进行新员工培训直接上岗,小明在不懂的情况下拔出正在高速生产的贴片机FEEDER,当场导致贴片机右侧8号头撞坏。设备工程师收到信息后立即开展抢修更换工作,历时3H搞定,下面就是更换过程。
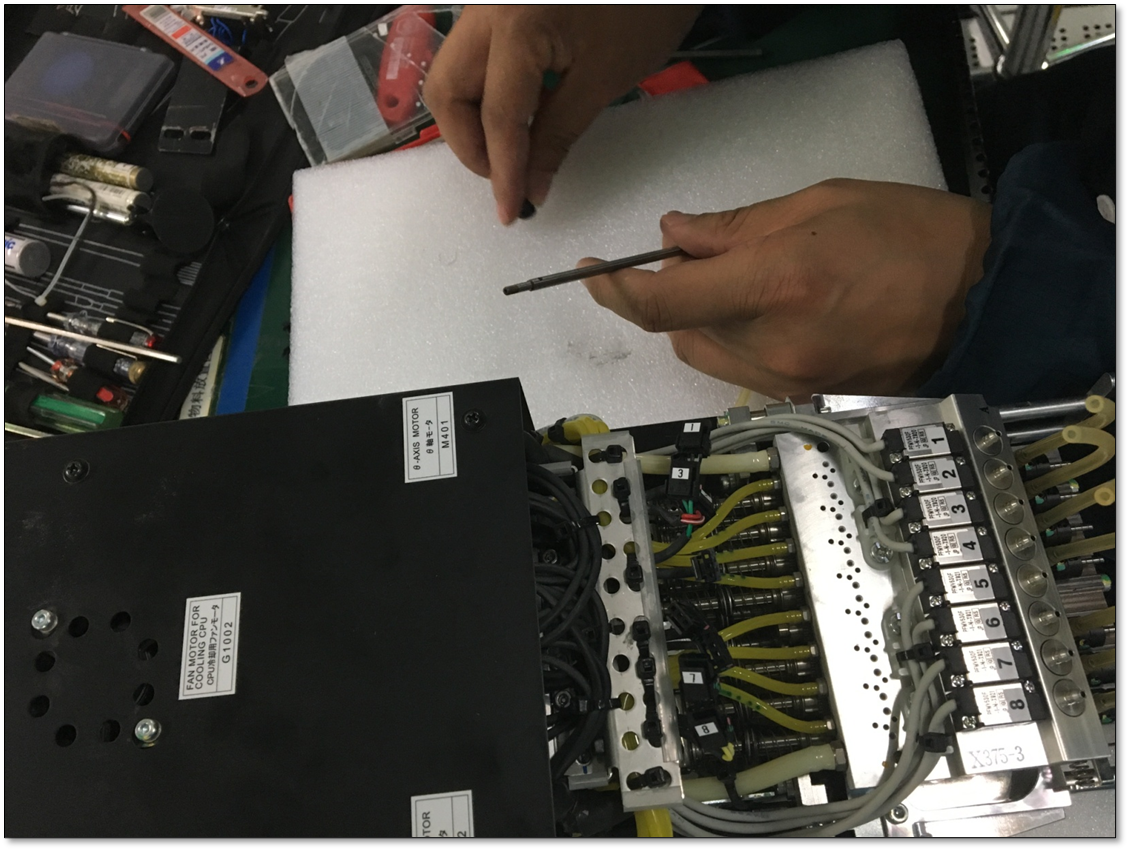
头部拆解过程:
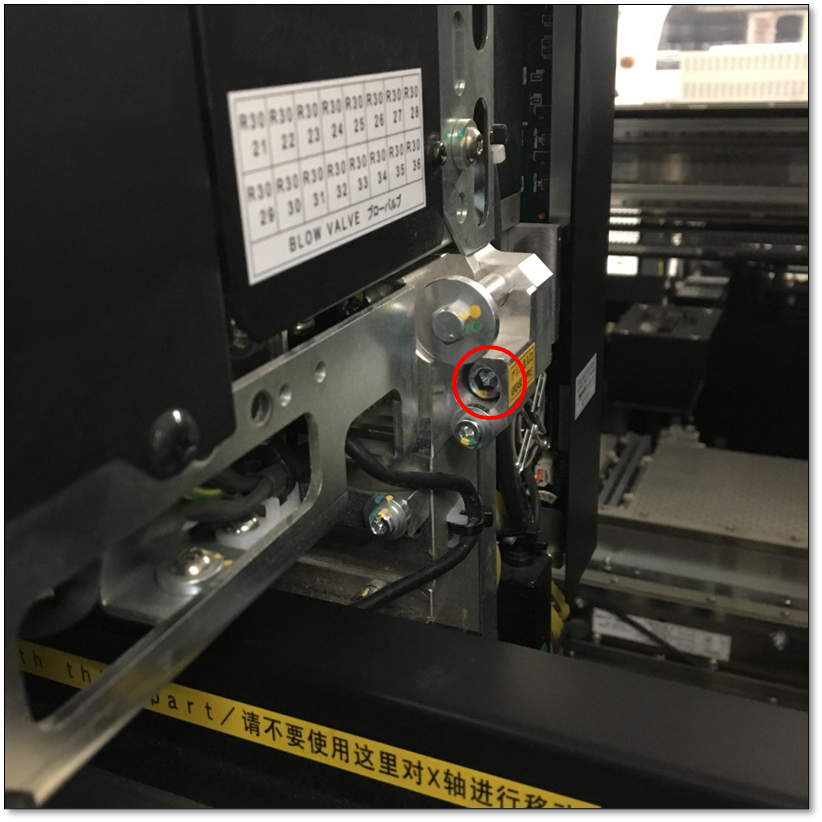
- 将贴装头拆下,共3个螺丝,拔相应连接线
注意!观察头部固定方式,红色标示内为其中一个螺丝,注意卸贴装头时最好两人作业,另一人托住贴装头下部,防止拆卸掉落撞损。
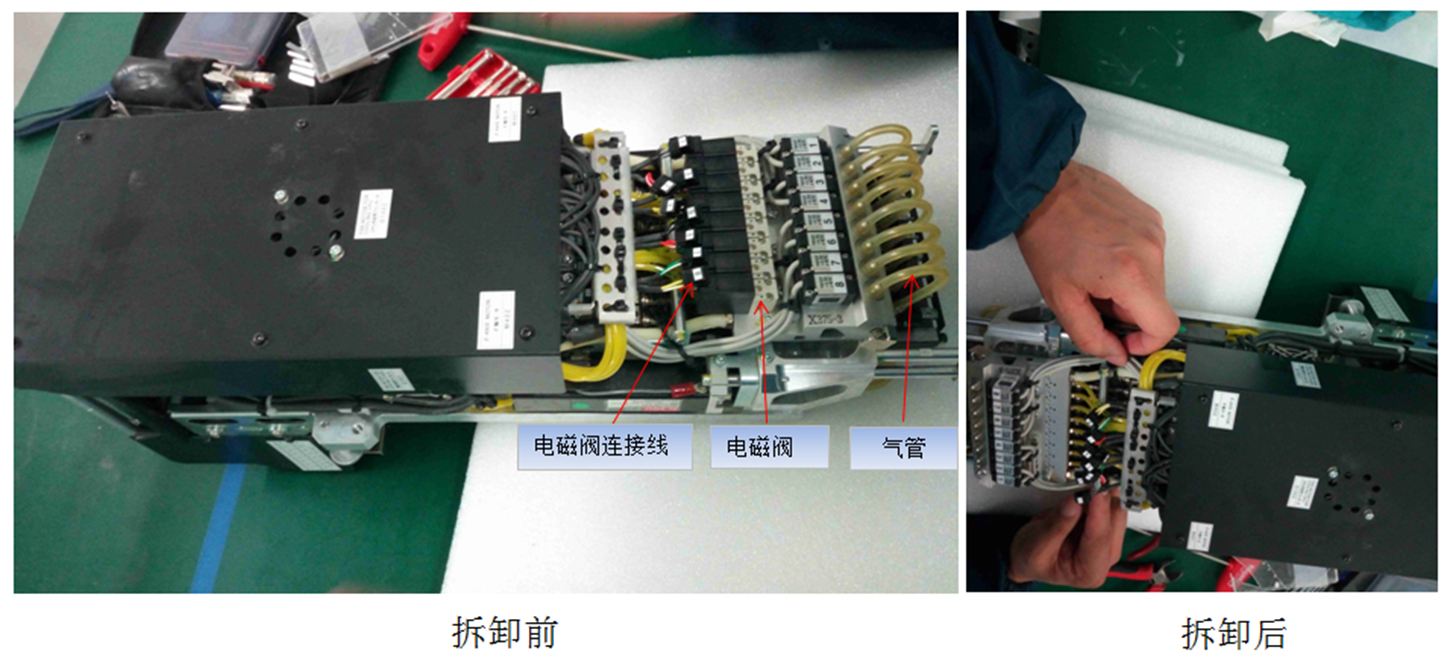
- 拔电磁阀连接线,卸电磁阀、气管
注意!哪部分坏了拆哪侧,比如8号头shaft NG ,则拆1—–8侧,卸电磁阀时不要掉了黑色垫片,否则会造成吸嘴真空异常。
- 拆卸贴装头底部支撑柱,shaft上螺丝、底部传动铁片、弹簧、顶端螺母
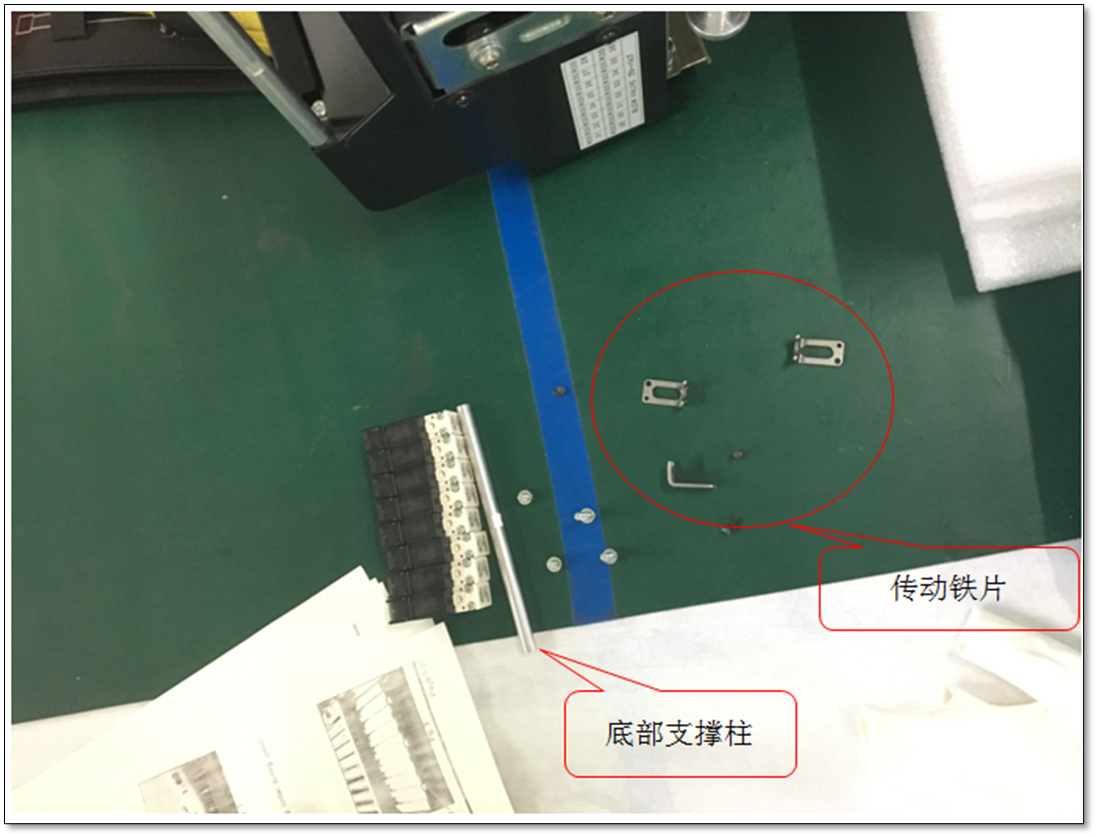
- 卸NG shaft
- 参照旁边装好的shaft,更换新shaft,用定口扳手将顶端螺母锁紧

- 将卸下来的连动铁片装回,装吸嘴、参照旁边吸嘴调高度,装电磁阀、电磁阀连接线、气管,扎线束,将贴装头装回机台X轴锁紧固定的3颗螺丝,插线束。
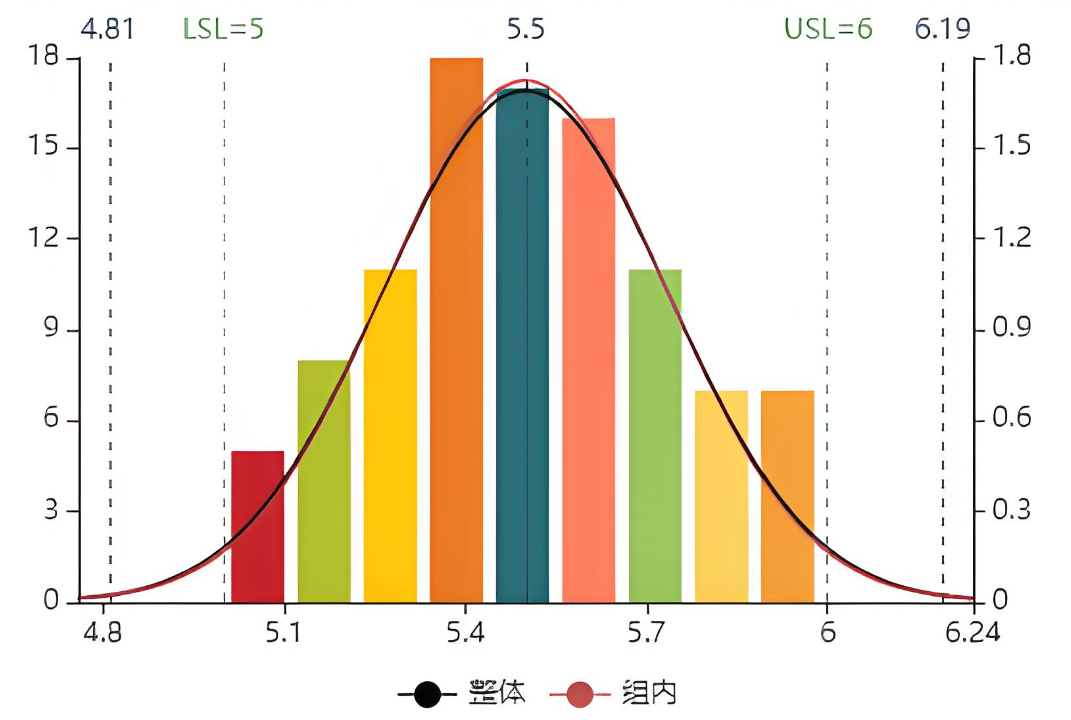
- 校正更换shaft-Z轴高度,必须打CPK,否则精度不达标有问题;甚至损坏设备
- 准备230CS吸嘴16个,必须
操作步骤
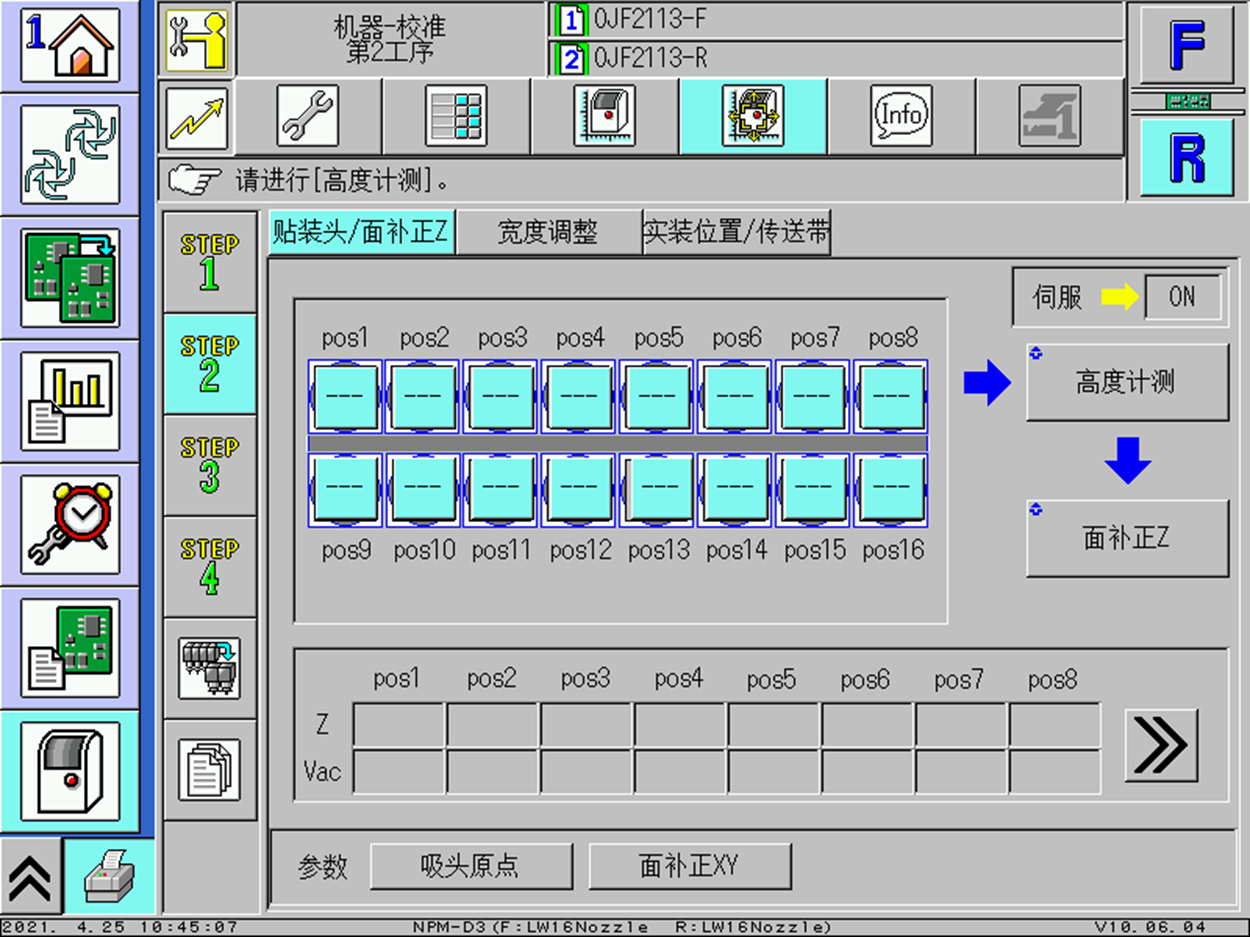
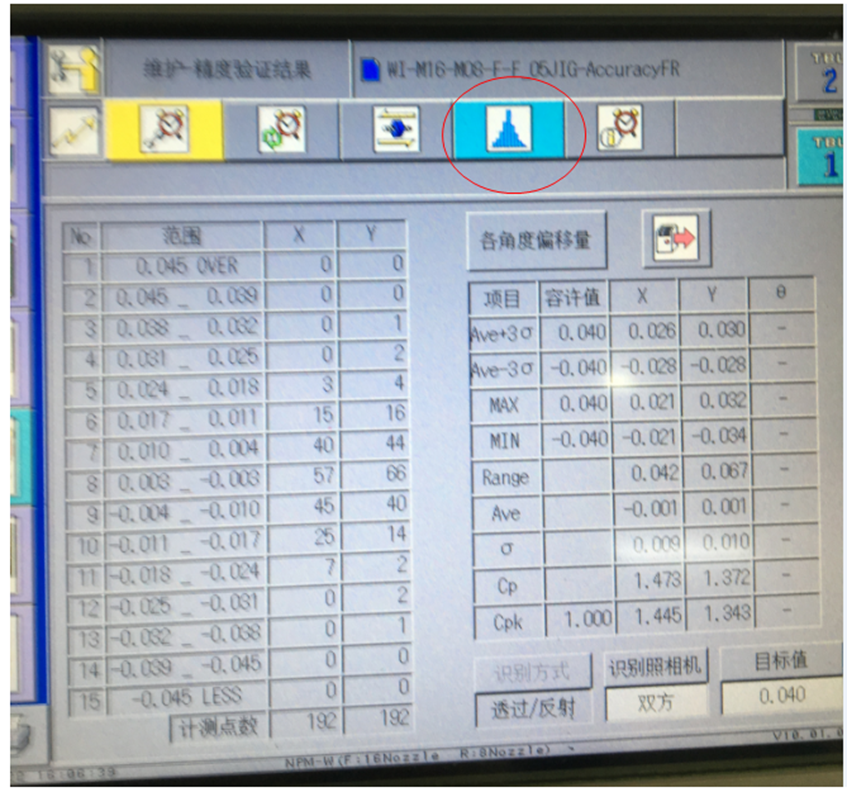
- 调CPK程式(WI-M16-M08-F-F_05JIG-AccuracyFR)
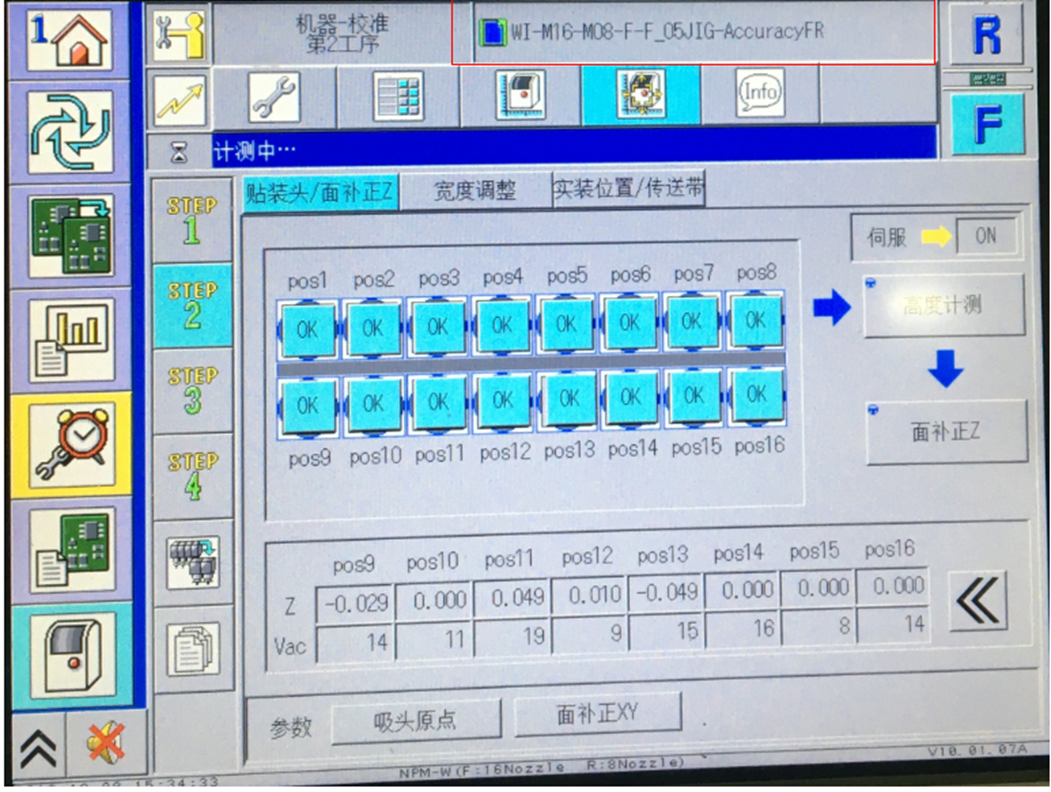
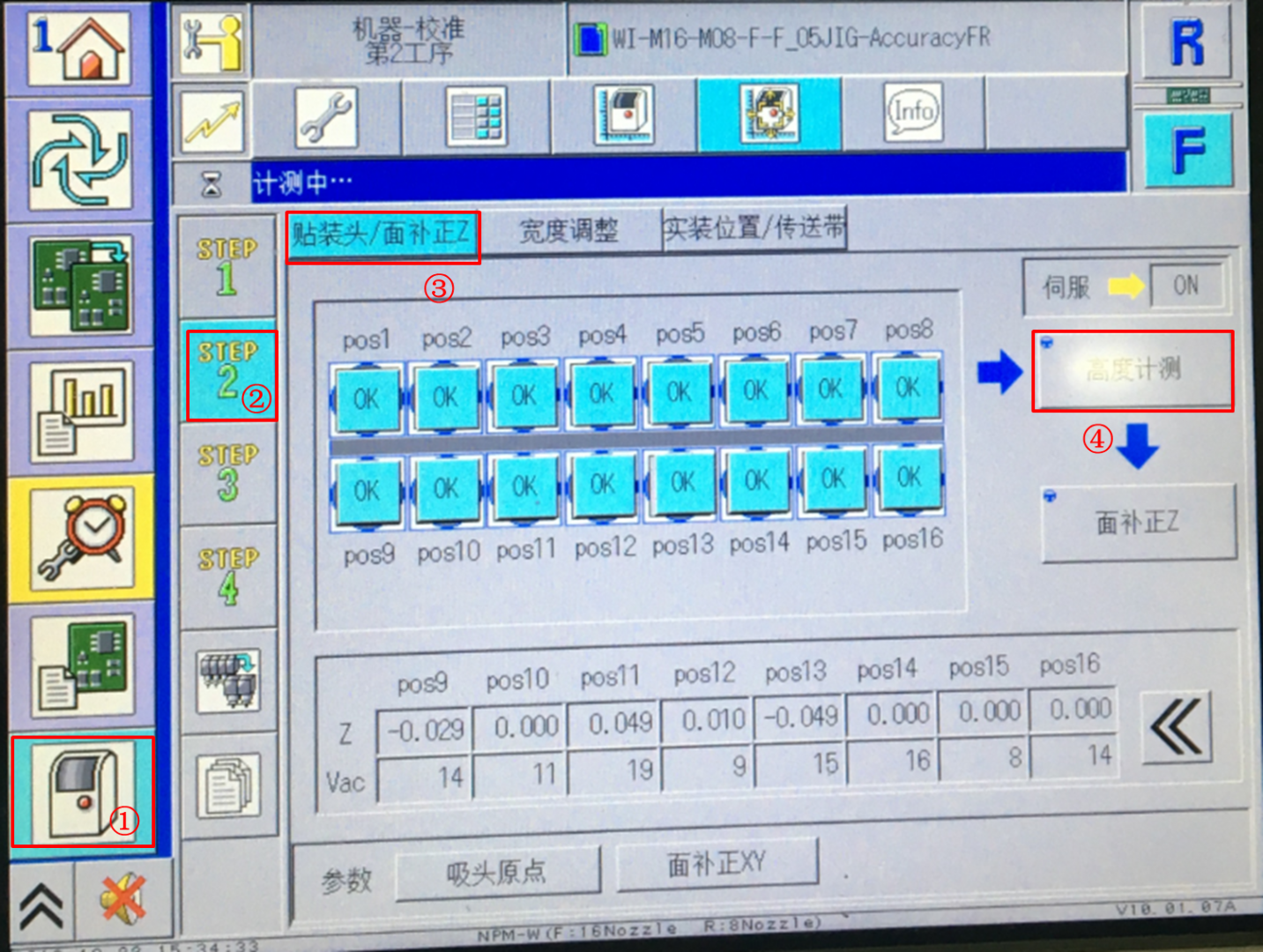
操作步骤1
- 机器-校准工序—Step2—贴装头/面补正Z—高度计测—面补正
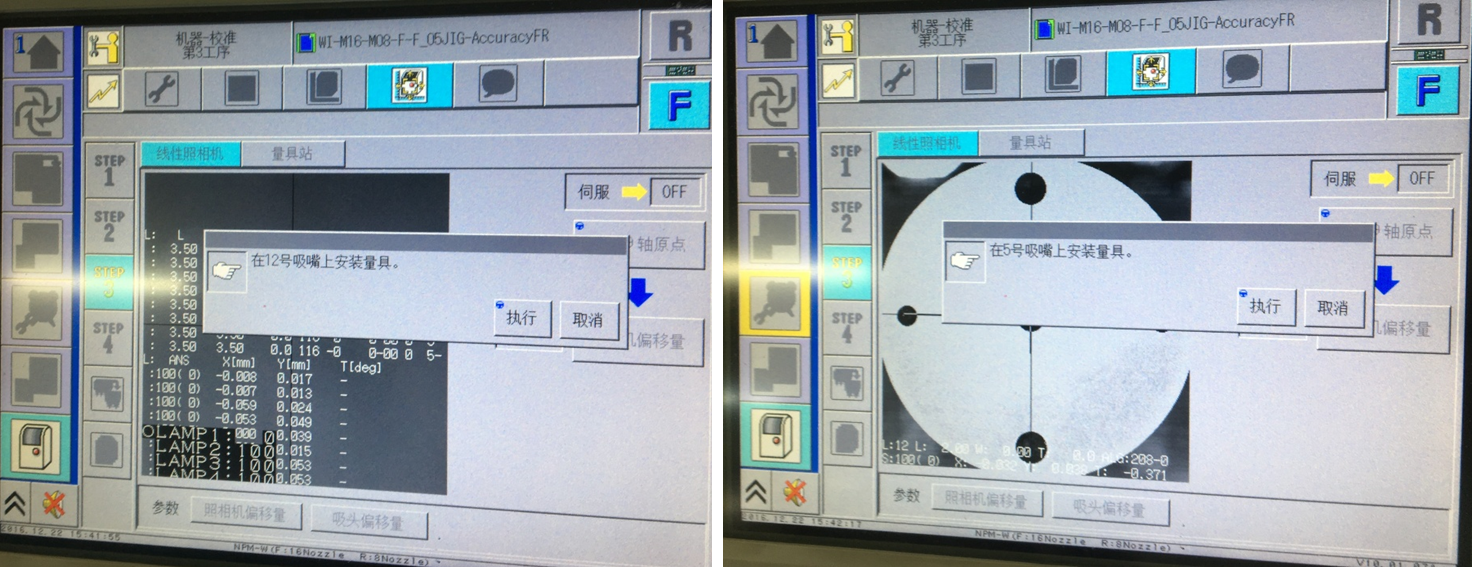
操作步骤2
- 机器-校准—step3—在H8安装5孔治具—执行H8装5孔治具—照相机偏移量—保存—取下治具
操作步骤3
- 根据程式安装R1005校正用电阻,校正取料位置,将基板传送关闭,例如只校正Table1则将Table2关闭,放置贴双面胶的玻璃板,打板,贴装完后退出
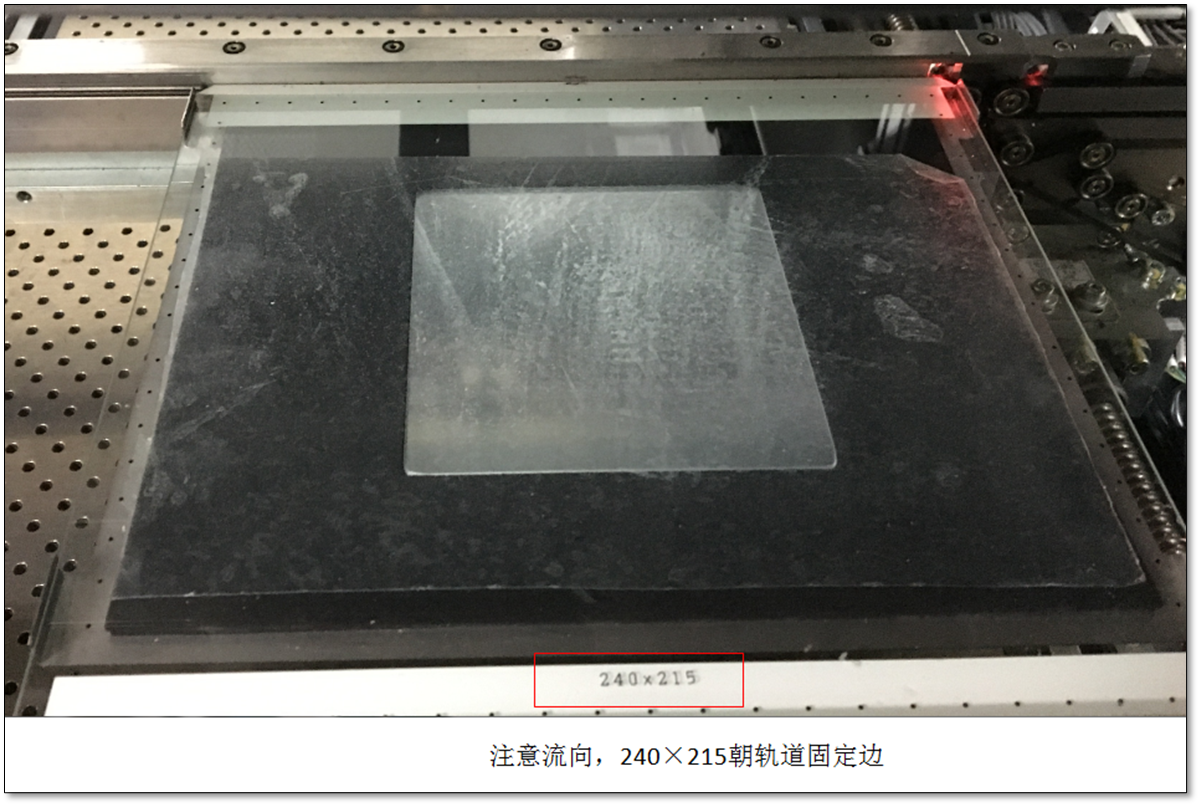
操作步骤4
- 贴装完后选芯片—反映—反映到数据
- 打完CPK后点红色框内标示,另反映时会有3个选项,具体根据料型号、选择规则为芯片/1.0×0.5;微小/0.6×0.3(或以下);通用/BGA,要求CPK≥1.33,建议CPK打两遍或以上。
操作步骤5
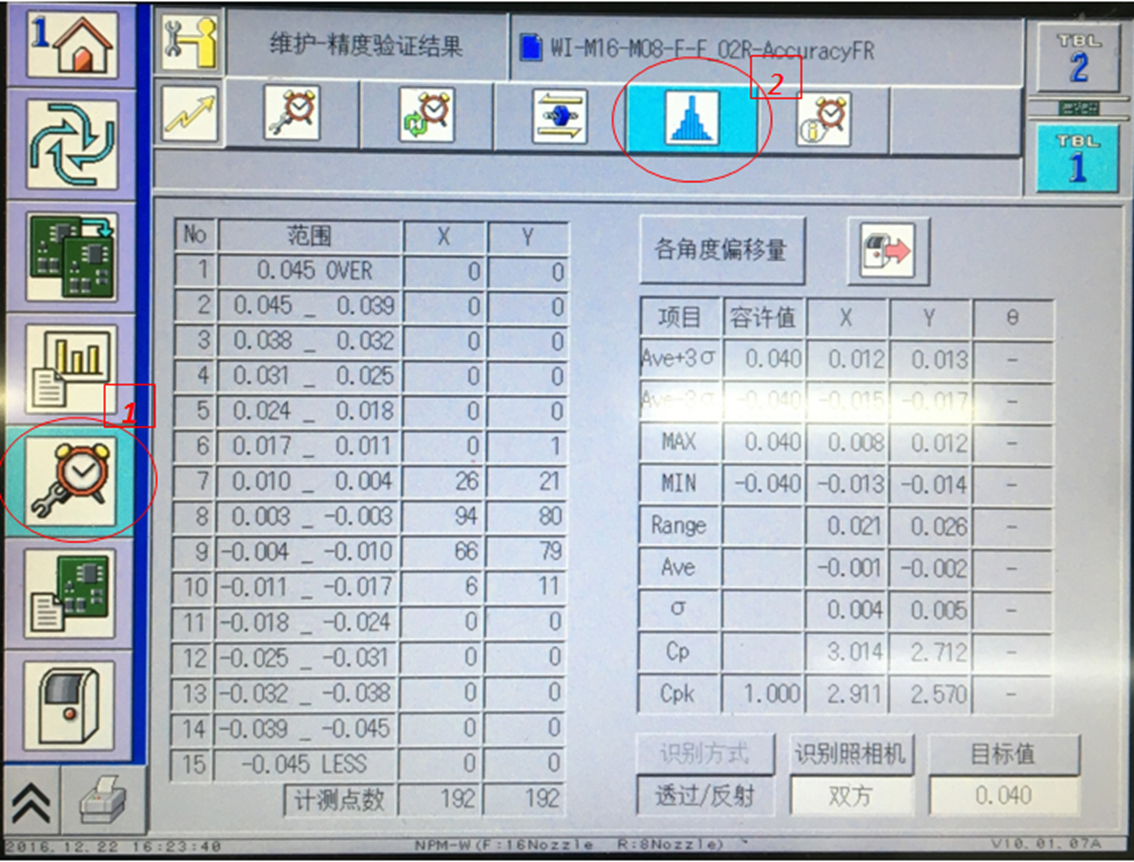
切换CPK程式 WI-M16-M08-F-F-02R-Accuracy,根据程式上0.4×0.2(mm)尺寸电阻,装256CS吸嘴,放治具玻璃板,准备OK后开始打板,贴装完后按图示1-2步骤,弹出对话框后选微小/反馈,建议打两遍或以上,要求CPK≥1.33
操作步骤5
- Table2 CPK校正—调程式 WI-M16-M08-F-FT_BGA-RearAL-2, H5&H7吸嘴交换夹放置184型号吸嘴
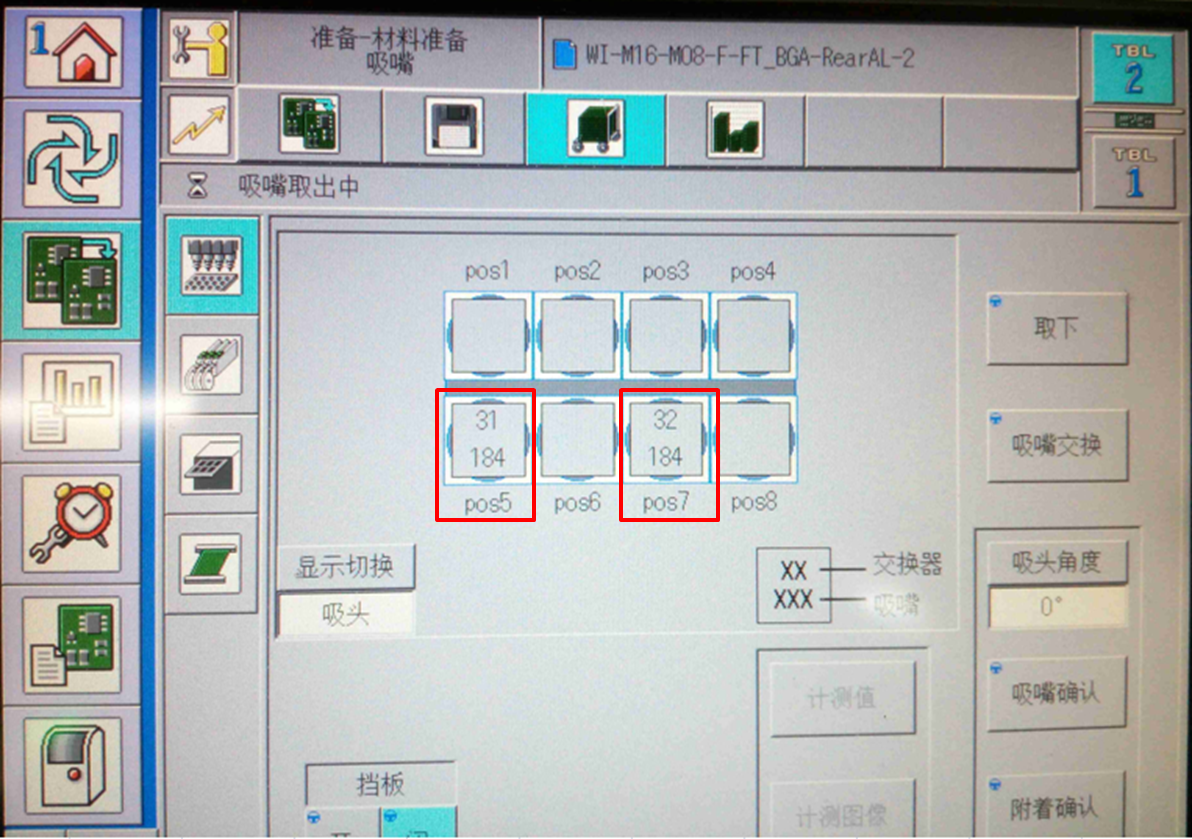
操作步骤6
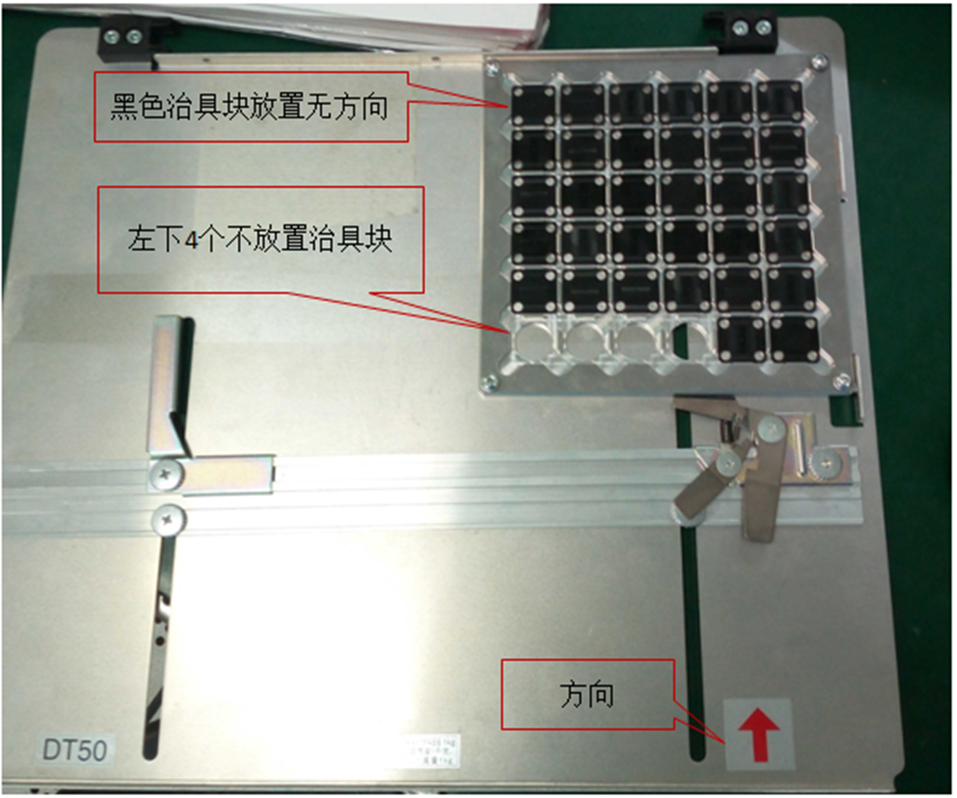
- Table2 CPK校正—装32个黑色治具块放TRAY供给箱,注意摆放顺序和方向,准备完后开始打CPK
以上为NPM shaft 更换教学,觉得对你有帮助请帮忙分享出去。
© 版权声明
THE END




















- 最新
- 最热
只看作者